1 烘調前的全面檢查在檢查過程中分步驟進行, 首先檢查靜止部分, 然 后檢查動態及動力控制部分。
2 烘調前的準備工作系統a. 組織機構。成立烘調領導小組, 全面指揮烘調工作。
3 烘調的步驟分為 2 個階段其一為低溫階段:
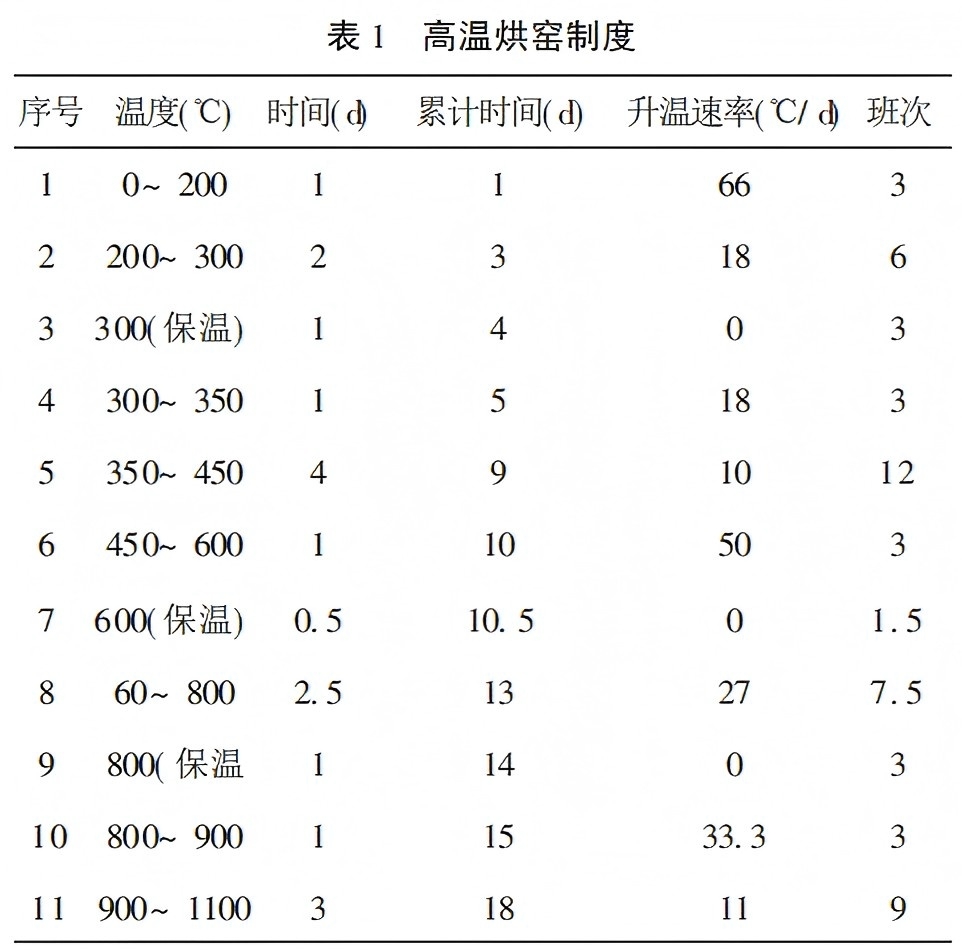
a. 低溫烘窯室內溫度為 0℃ ~ 600℃ , 屬排水階段。首先關閉隧道窯的所有風機閘門, 在點火前幾分鐘把 排煙風機開到最大狀態, 調整前三組閘門為半開狀態, 將變頻器開到理想位置。 b. 從窯進車端 8 車位開始, 火點燃后, 緩慢推動窯 車, 對窯體進行小火烘烤, 以排除濕氣, 在排潮風機前段8 個車位時可延長烘烤時間, 烘烤方案為: 0~ 8 車 位時間為 8×12h; 9~ 12 車位為 4×12h; 13~ 23 車位為 20×12h; 24 車位至尾端每車位為 8h。 c. 啟動排煙風機, 使窯內處于微負壓狀態, 風機閘 板開啟度以不向窯外冒煙為準。火灶車進入每一車位 前后 3h 內溫度不能太高, 控制在 200℃ 以下。煤和焦炭摻合后使用, 嚴防火灶車結焦。在火灶車的周圍與 窯墻的間隙用保溫棉填塞, 全窯最高溫度控制在 600℃ 以內。這樣低溫烘窯為一段落。 其二為高溫烘窯階段: a. 高溫烘窯階段從投煤孔加煤開始, 加煤時必須 用風機加以配合來調節窯溫。磚坯也開始每隔一段時 間進一車, 并嚴格監視窯內燒成情況及按升溫曲線來 控制窯內升溫速度。b. 當溫度達到 700℃ 時, 開啟車下風道中的穩壓冷風機, 將窯門處鼓冷風機和抽余熱風機啟動, 嚴格控 制窯內壓力平衡。 c. 當溫度達到 800℃ 時, 開始向干燥窯送高溫煙 氣, 當坯車進入 30 車位時, 向干燥窯送全部熱源。 d. 當坯車進入 28 車位時, 開始啟動窯爐換熱系 統, 即不投煤或少投煤, 觀察磚坯內燃及進車速度、風 量是否合理, 并進行合理調節, 保證窯爐的正常運轉, 使用調節窯爐運行。 e. 當溫度達到 1100℃ 時, 烘調窯爐的全部過程即告結束。同時第一車磚也相應出窯, 表 1 為高溫烘窯 制度( 供參考) 。
4 烘窯注意事項a. 烘窯期間必須做到三防: 一防火災, 由于烘窯期 間投煤、出渣要在窯內進行, 特別是帶火的窯車容易引 起火災, 因此要嚴加防范, 指定專人看管, 設置好滅火 工具; 二防煤氣中毒, 由于工人都是第一次參加烘窯, 在工作中要加煤、出渣, 檢查窯內運行情況, 容易發生 煙氣熏人事故; 三防機械碰傷, 諸多機械配合工作、運 轉, 人流、物流經常交叉, 嚴防碰傷。
b. 嚴防烘窯期間的技術事故發生。嚴格按照升溫 曲線進行升溫。防止過快升溫, 以免造成窯體變形等 意外事故。保持衡溫時間, 防止窯體內出現殘留潮氣, 防止溫度過高燒壞窯體。嚴格檢查磚坯磚車情況, 磚 垛是否穩定、整齊。防止在窯內倒坯或擦窯墻。隨時 檢查頂車機、拉引機運行是否平穩, 要避免由于頂車、拉車等事故造成窯內倒坯現象的發生。嚴格把握進入 窯內的磚坯水分, 水分必須達到合理的要求, 千萬不能 讓含水率不合格的磚坯碼上窯車。
內容來源于百度
電話:0537-8726655
手機:15554406518
微信:zwpt123
地址:山東省金鄉縣智慧產業園

